服务咨询热线:
13986047333服务咨询热线:
13986047333


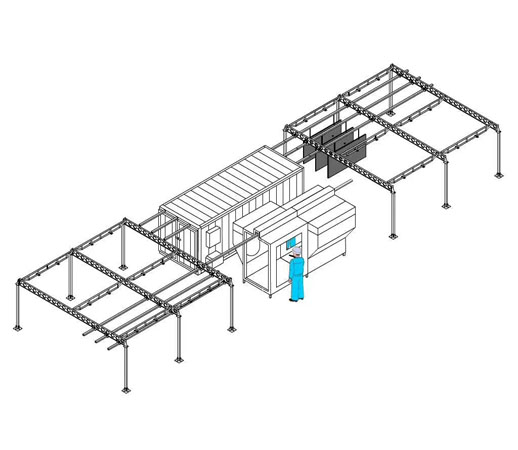
在湖北涂装设备维修车间,一台使用五年的干式喷砂机曾因频繁停机影响生产进度:操作人员反馈,设备运行中砂料流量波动达±30%,喷砂表面粗糙度不均,部分区域甚至出现未处理痕迹。经检测,问题根源在于喷砂机核心部件磨损与系统协同失效——叶轮动态平衡偏差超标、分离器滤网堵塞率达65%、压缩空气含水量过高。这场由多因素耦合引发的设备故障,通过针对性维修与预防性维护的结合得以解决,揭示了喷砂机维修中“部件-系统-工艺”三层关联的技术逻辑。
叶轮与分砂盘:动态平衡的精密校准
叶轮是喷砂机的“心脏”,其旋转稳定性直接决定砂料喷射的均匀性。当叶轮叶片磨损超过原始厚度的40%时,离心力分布失衡会导致砂料在分砂盘出口处形成“脉冲式”喷射:高速砂流与低速砂流交替出现,使喷砂表面呈现深浅不一的条纹。
维修团队采用三步校准法:
磨损检测:使用超声波测厚仪对叶轮叶片进行多点测量,标记磨损超标区域;
动态平衡修正:将叶轮安装于专用平衡机,通过配重块调整至G1级平衡精度(残余不平衡量≤0.5g·mm/kg);
分砂盘协同优化:更换与叶轮间隙匹配的分砂盘(间隙控制在0.8-1.2mm),避免砂料回流干扰。
修复后,叶轮振动幅值从12mm/s降至3mm/s,砂料流量波动范围缩小至±5%。
分离器与滤网:气固分离的效率重构
分离器是喷砂机的“肺脏”,其分离效率决定砂料回收率与喷砂质量。当旋风分离器滤网堵塞率超过50%时,细砂(粒径<0.3mm)会随废气排出,导致可用砂料粒径分布偏粗,喷砂表面粗糙度超标(Ra值波动>5μm)。
该企业原分离器采用单层尼龙滤网,易因砂料摩擦产生静电吸附。维修团队实施两项改进:
滤网升级:改用抗静电聚酯纤维复合滤网(孔径50μm),兼顾透气性与过滤精度;
反吹清洁系统:在分离器顶部加装脉冲式反吹装置,设定每2小时自动清洁1次,每次喷吹压力0.6MPa、持续时间0.5秒。
改造后,滤网堵塞周期从3天延长至15天,细砂回收率提升至92%,喷砂表面粗糙度标准差从3.2μm降至1.8μm。
压缩空气系统:动力源的纯净度管控
压缩空气是喷砂机的“血液”,其含油量与含水量直接影响喷砂效果。当空气含水量>0.1g/m³时,砂料易结块堵塞喷嘴,导致喷射压力下降20%以上;而含油量>1mg/m³则会在工件表面形成油膜,干扰后续涂层附着力。
维修团队建立三级净化体系:
前置过滤:在空压机出口安装冷冻式干燥机,将露点温度控制在-40℃以下;
精密过滤:在储气罐后串联两级过滤器(精度5μm+1μm),去除残留水滴与油雾;
实时监测:在喷砂机进气口安装湿度传感器与油分检测仪,当数据超标时触发报警并自动停机。
实施后,压缩空气含水量稳定在0.02g/m³以下,喷嘴堵塞频率从每日3次降至每周1次。
系统协同:从单点修复到全局优化
该企业通过整合叶轮校准、分离器改造与空气净化三项技术,构建了喷砂机健康管理模型:在控制系统中嵌入砂料流量、分离效率、空气质量等参数的实时监测模块,当任一指标偏离设定值10%时,系统自动调整叶轮转速、反吹频率或空气处理单元运行状态。这一机制使设备综合故障率下降58%,喷砂表面一致性达标率提升至96%,为后续涂装工艺提供了稳定基底。
从叶轮的微米级平衡校准,到滤网的纳米级孔隙控制,再到压缩空气的分子级纯净度管理——喷砂机维修的本质,是对物理过程与材料特性的深度理解。当动态平衡恢复精准,当分离效率重获高效,当动力源回归纯净,砂料流终于能在设备驱动下形成稳定喷射束,在工件表面刻划出均匀的粗糙纹理,为涂层附着奠定可靠基础。
Copyright © 2002-2023 武汉浩天龙涂装设备有限公司 版权所有
备案号:鄂ICP备2022001047号-1 |
 鄂公网安备42011502001786号
鄂公网安备42011502001786号

13986047333