服务咨询热线:
13986047333服务咨询热线:
13986047333


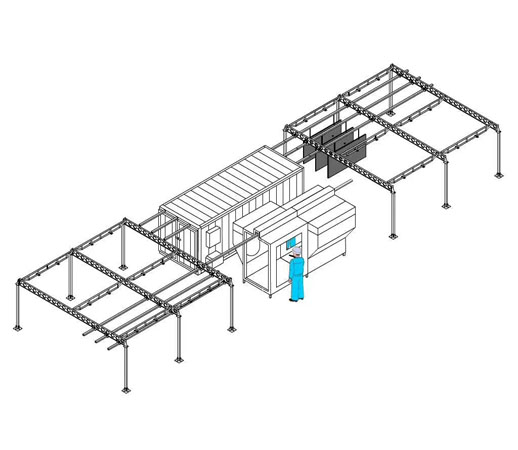
湖北静电喷涂设备在涂装作业中,漆膜出现橘皮现象是较为常见的问题。橘皮现象表现为漆膜表面呈现类似橘子皮的凹凸不平纹理,影响产品外观质量和使用性能。这种现象的产生涉及多个技术环节,需要从设备、工艺、材料等方面进行综合分析。
橘皮现象的产生原因
漆膜橘皮现象的产生主要与涂料的流平性有关。涂料粘度过高是导致橘皮现象的直接原因之一,过高的粘度使涂料在工件表面难以充分流平,形成凹凸不平的纹理。喷涂距离过远也会导致问题,当喷枪与工件距离过大时,漆雾在到达工件表面前已部分干燥,失去流平能力。固化工艺参数设置不当同样会造成橘皮现象,固化温度过高或时间过长,漆膜在未充分流平前就已固化,形成表面缺陷。此外,喷枪雾化压力不足,漆雾颗粒过大,也会影响涂料的流平效果。
解决措施与工艺调整
针对橘皮现象,需要采取综合性的解决措施。首先,应适当稀释涂料,降低粘度,改善流平性。稀释剂的选择和添加量需根据涂料类型和环境温度进行调整,确保涂料具有良好的施工性能。其次,调整喷涂距离至合适范围,通常控制在15-30厘米,保证漆雾到达工件表面时仍具有良好的流平性。固化工艺参数的优化也至关重要,适当降低固化温度或缩短固化时间,为漆膜提供充分的流平时间。同时,提高喷枪雾化压力,确保漆雾颗粒细小均匀,有助于形成平整的漆膜表面。
湖北地区应用建议
湖北地区气候条件对静电喷涂作业有一定影响,特别是夏季高温高湿环境,容易导致涂料干燥速度过快,增加橘皮现象的发生概率。因此,在湖北地区使用静电喷涂设备时,需要根据季节变化调整工艺参数。夏季可适当增加稀释剂用量,降低涂料粘度;调整喷涂距离,避免漆雾过早干燥;合理控制固化温度,避免温度过高。设备维护方面,定期检查喷枪雾化效果,确保雾化压力稳定,喷嘴无堵塞。通过系统性的工艺控制和设备维护,能够有效避免漆膜橘皮现象,保证涂装质量。
湖北静电喷涂设备在涂装作业中,通过科学的工艺管理和设备维护,能够有效控制漆膜橘皮现象,提升产品涂装质量,满足不同应用场景的需求。
Copyright © 2002-2023 武汉浩天龙涂装设备有限公司 版权所有
备案号:鄂ICP备2022001047号-1 |
 鄂公网安备42011502001786号
鄂公网安备42011502001786号

13986047333