服务咨询热线:
13986047333服务咨询热线:
13986047333


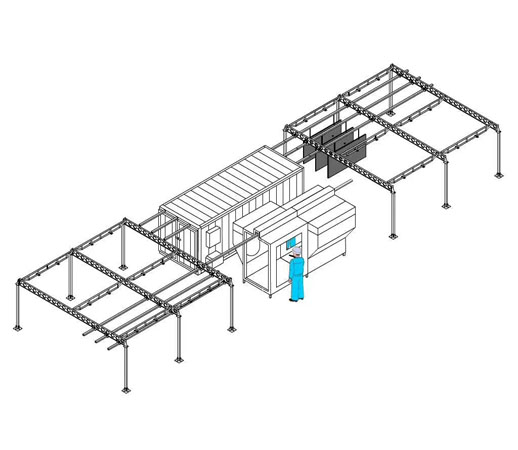
粉末喷涂设备在涂装作业中,上粉率低是较为常见的问题。上粉率低表现为粉末在工件表面的吸附效果差,回收粉末量大,不仅影响涂装效率,还增加材料消耗和成本。这一问题的产生涉及设备、工艺、材料等多个方面的因素,需要系统性地进行分析和解决。
问题产生的原因
上粉率低的主要原因包括静电发生器输出电压不足或接地不良。静电发生器是粉末带电的核心部件,输出电压不足会导致粉末带电效果差,影响吸附能力。接地不良同样会影响静电场的建立,使粉末无法有效吸附到工件表面。喷枪与工件距离的控制也是关键因素,距离过远会使粉末在到达工件表面前失去电荷,距离过近则容易产生反电离现象,都会导致上粉率下降。
粉末本身的状态对上粉率有直接影响。粉末受潮或结块会使其带电性能下降,影响静电吸附效果。受潮的粉末在喷涂过程中容易产生结团,不仅影响雾化效果,还会堵塞喷枪和供粉系统。工件表面状态同样重要,表面存在油污、锈迹或灰尘等污染物,会形成绝缘层,阻碍粉末的静电吸附,导致上粉率降低。
解决措施与工艺优化
针对上粉率低的问题,需要采取综合性的解决措施。首先,应检查静电发生器的工作状态,确保输出电压在60-100kV范围内,同时检查接地系统,确保接地良好。调整喷枪与工件的距离至15-30厘米,保持距离稳定,避免距离波动影响上粉效果。在粉末管理方面,应保持粉末干燥,储存环境湿度控制在60%以下,使用前充分过筛,去除结块和杂质。
工件前处理是提高上粉率的重要环节。加强工件表面清洁,去除油污、锈迹和灰尘,确保表面干燥清洁。对于金属工件,可进行磷化或钝化处理,提高表面导电性和附着力。供粉系统的维护也不容忽视,定期检查供粉管路和喷枪,确保畅通无堵塞,压缩空气质量符合要求,干燥无油无水。
工艺参数调整
在工艺参数调整方面,需要根据工件形状和粉末类型进行优化。对于复杂形状工件,可调整喷枪角度和移动速度,确保所有表面都能获得均匀的涂层。粉末流量和雾化压力的调节也很重要,流量过大容易产生过喷,流量过小则影响上粉效率。固化工艺参数的设置需与粉末类型匹配,确保涂层完全固化,提高附着力和防护性能。
通过系统性的设备维护、工艺优化和材料管理,能够有效解决粉末喷涂设备上粉率低的问题,提高涂装质量和生产效率,降低材料消耗和成本。
Copyright © 2002-2023 武汉浩天龙涂装设备有限公司 版权所有
备案号:鄂ICP备2022001047号-1 |
 鄂公网安备42011502001786号
鄂公网安备42011502001786号

13986047333