服务咨询热线:
13986047333服务咨询热线:
13986047333


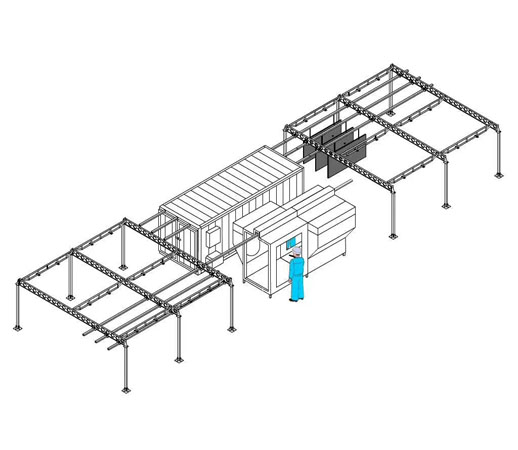
在工业喷塑(粉末涂装)的全流程中,前处理确保了基材的洁净,静电喷涂赋予了粉末初始的附着形态,然而,粉末真正转化为一层坚韧、耐久、美观的涂层,其最终的质变发生在整个生产线的末端环节——固化阶段。固化设备,通常以固化炉或烘道的形式存在,是实现这一质变的场所。其核心功能,是通过准确控制的热能供给,使吸附在工件表面的粉末经历从物理状态到化学结构的根本性转变。
一、固化过程的物理化学本质
固态的粉末涂料,其主要成分是环氧树脂、聚酯树脂等高分子聚合物,以及颜料、流平剂、固化剂等助剂。在常温下,这些混合物以微细颗粒的形式存在。固化过程本质上是利用热能使这些高分子发生交联反应的过程,可分为三个相互关联的阶段:
熔融阶段:当工件进入固化设备并开始受热,粉末颗粒吸收热量,温度达到其玻璃化转变温度与熔点之间时,颗粒首先从玻璃态转变为高弹态,继而软化、熔融,从固态粉末变为粘流态的液体。
流平与润湿阶段:在熔融状态下,液状的涂料凭借表面张力,会自发地流向低处,填充表面的微观不平,形成一个连续、光滑的液膜。同时,熔融的涂料充分润湿工件表面,为形成牢固的附着力创造界面条件。
固化交联阶段:这是非常关键的一步。随着温度持续升高并保持在预设的固化温度,涂料中的树脂与固化剂发生化学反应(通常是聚合反应),分子链之间形成三维网络结构。这个过程使涂料从粘流态转变为不熔不溶的固态漆膜,获得其最终的机械强度、硬度、耐化学性和耐久性。
二、主要加热方式及其特点
为上述过程提供稳定、均匀热环境的,是不同类型的固化设备。根据热源和加热原理的不同,主要有以下几类:
电加热固化炉:通过电阻丝将电能转化为热能,再通过风机将热空气循环吹向工件进行对流加热。这种方式控温相对简便,设备结构不复杂,车间环境清洁,无燃烧废气产生。其运行成本与当地电价直接相关,适用于中小规模生产或对车间空气质量有要求的场合。
燃气/燃油固化炉:通过燃烧天然气、液化石油气或柴油产生高温烟气,这些高温烟气既可直接与循环空气混合(直燃式),也可通过热交换器间接加热空气(间接式),再由风机将热风送至工件区域。这种方式的燃料成本通常低于电费,对于大规模连续生产具有经济性优势。但其系统相对复杂,需处理燃烧废气的排放问题,并需严格的安全监控。
红外线固化炉:利用红外辐射器发射特定波长的电磁波,直接穿透空气并被工件和粉末涂层吸收,从而由内至外地进行加热。其特点是升温速度快,热损失小。但其加热效果受工件形状、颜色影响较大,凸起和深色部位吸热多,凹陷和浅色部位吸热少,容易导致工件不同部位温差显著,可能引起固化不均或流平不佳。因此,红外加热常与对流加热结合使用,以弥补其均匀性方面的不足。
三、固化工艺参数的控制
无论采用何种加热方式,固化效果都依赖于对几个关键参数的准确控制:
固化温度:需要达到并维持涂料配方所要求的特定温度范围。温度过低,交联反应不充分,漆膜性能(如硬度、耐腐蚀性)不达标;温度过高,可能导致树脂降解、涂层泛黄、机械性能下降。
固化时间:指工件表面涂层在设定固化温度下所需的持续保持时间。时间不足,固化不完全;时间过长,则能耗增加,可能引起过烘烤。
温度均匀性:固化炉内各点的温度应保持一致,特别是对于大型工件或密集装载的情况,避免局部固化不足或过度。
固化设备是喷粉生产线中赋予涂层价值的环节。它将物理吸附的粉末,通过热能的作用,转化为具有特定保护性和装饰性的高分子涂层。理解固化过程的物理化学原理,并根据生产规模、能源成本和产品特性选择合适的加热方式(电、燃气、红外或其组合),并实现对温度、时间等工艺参数的稳定控制,是确保喷粉制品质量稳定可靠的根本保障。固化环节的成败,直接决定了前期所有工序的价值体现。
Copyright © 2002-2023 武汉浩天龙涂装设备有限公司 版权所有
备案号:鄂ICP备2022001047号-1 |
 鄂公网安备42011502001786号
鄂公网安备42011502001786号

13986047333